

Frustrations, Failures, and Flux

Flux residue is visible on d-sub connector with naked eye.
Have you ever had a cable fail electrical testing but couldn’t find the reason? The test detected opens or high resistance, but visually checking the cable showed all wires apparently connected. Or the test resulted in a high-voltage I.R. failure, but you couldn’t find the unintentional connection in the wires. The answer to these issues might be flux.
What is Flux?
When soldering connectors, flux is applied to eliminate oxides from the metals. Often when leftover flux is not cleaned off the connector, it can cause errors in testing. Problems with flux are difficult to find depending on whether testing with high or low voltage, or the type of flux used to solder the pins.
Flux can cause high resistance or opens in the connections test
If the tester does not see an intended connection between two points, or sees the connection but with high resistance, the cable fails the low-voltage continuity test. A coating of flux on your pin can create a barrier between your connector and the mating adapter, causing the pin to have higher than acceptable resistance, or even be unreadable, thus showing an open.
A new customer contacted Cirris soon after receiving their tester reporting that it was failing a number of “simple D-Sub assemblies” with intermittent opens and high resistance failures. They sent Cirris some sample cables, one of which showed obvious flux residue on the pins. Since this was regular rosin core solder, a quick cleaning with isopropyl alcohol removed the flux and solved the problem.
Further reading: Flux Can Cause Opens or High Resistance
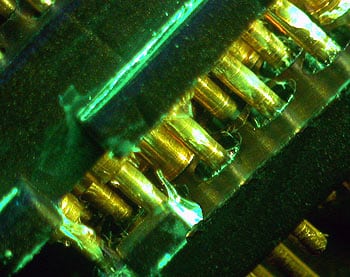
Solder flux on the insulating surfaces inside the body of a D-sub connector.
Flux can cause I.R. failures or shorts
When flux is not cleaned off your connector, it can create a conductive path between pins where there should be no connections. Flux is a “leaky insulator” which means it allows electrical currents to leak between contacts, causing I.R. failures in the high-voltage test, and—in extreme cases—even shorts.
When a new operator took over production of cable assembly, the tester began reporting IR leakage failure. Most cables passed, but a higher than usual number of cables failed. It was soon discovered that the new operator ignored an important step to prevent flux seepage. Training the new operator on how to avoid the flux from leaking solved the problem.
Further reading: Flux Can Cause I.R. Failures or Shorts (HV Failure)
Identify and remove flux
If your cable fails a test and you suspect flux, check for rosin core or water-soluble flux on either your cable or the mating test adapter. These types of flux can be seen as a brown tint or a white powder and can be cleaned off using standard solvents like alcohol.
Other types of flux are not so easily dealt with. No-clean flux can be clear and invisible and is nearly impossible to remove with solvents after soldering.
Another customer was having problems getting their Cirris tester to recognize all of the pins in their adapter cables. Upon further inspection the problem was found to be no-clean flux, which was absolutely clear to the naked eye. The cables were usable only after hours of scrubbing with alcohol.
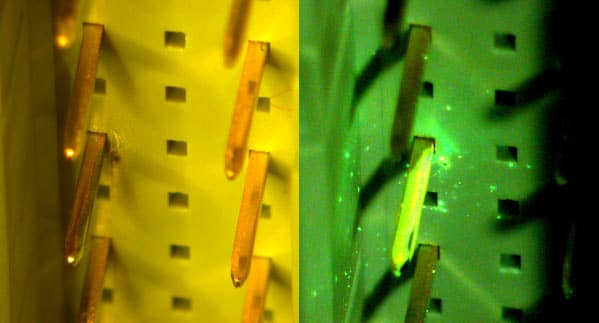
Photo on left: invisibility of no-clean flux. Photo on right: UV lighting reveals flux contamination.
Flux Prevention
The best way to prevent problems with flux is through knowledge and training. If your cables frequently fail tests due to high resistance or I.R. failures, check for flux on your connectors. Learn what to look for, such as discoloration on pins, and what to avoid, like no-clean flux. A basic understanding of flux can help in preventing and solving flux problems.